Műgyantaöntés
Egy meglévő és nehezen megoldható problémára szeretnék megoldást kínálni. A maketteken rengeteg apró alkatrész fordul elő. Ezeket sok, teljesen egyforma példányban egyedileg előállítani problémás. A megoldás: egy darabot kell tökéletesre elkészíteni, és ezt kell "klónozni". De hogyan? Erre is van megoldás a vegyiparnak hála. A műgyanta.
 A szükséges anyagok: formagumi, műgyanta, keverőedények, injekciós tű és fecskendő, keverőpálca, formaszekrény (ebbe kerül a gumi), mesterdarab, papírtörlő és egy edény, amibe majd a fel nem használt gyanta kerül. Célszerű még egy alátét (pl tálca) alkamazása, mivel a kifolyt anyagok erősen szennyezőek és nem biztos, hogy a ruházatból eltávolíthatók.
A szükséges anyagok: formagumi, műgyanta, keverőedények, injekciós tű és fecskendő, keverőpálca, formaszekrény (ebbe kerül a gumi), mesterdarab, papírtörlő és egy edény, amibe majd a fel nem használt gyanta kerül. Célszerű még egy alátét (pl tálca) alkamazása, mivel a kifolyt anyagok erősen szennyezőek és nem biztos, hogy a ruházatból eltávolíthatók.
 Az injekciós tű hegyét le kell vágni, sorja nem lehet rajta.
Az injekciós tű hegyét le kell vágni, sorja nem lehet rajta.
 Az első lépés a mesterdarab előállítása. Itt fontos, hogy a lehetőségeinkhez megfelelő alaktrészbontásban készüljön. A kész alaktrész állhat több öntvényből is. Második nagyon fontos dolog, hogy ha a mesterdarab hibás, akkor az öntvény is az lesz! Ez egészen kis hibákra is igaz.
A mesterdarab bármilyen anyagú lehet (akár egy kit alkatrésze is, de készülhet saját úton is).
Az első lépés a mesterdarab előállítása. Itt fontos, hogy a lehetőségeinkhez megfelelő alaktrészbontásban készüljön. A kész alaktrész állhat több öntvényből is. Második nagyon fontos dolog, hogy ha a mesterdarab hibás, akkor az öntvény is az lesz! Ez egészen kis hibákra is igaz.
A mesterdarab bármilyen anyagú lehet (akár egy kit alkatrésze is, de készülhet saját úton is).
A második lépés a forma előállítása. Ez lehet egy-, két-, vagy többrészes. Én eddig az egy- és kétrészes formákat használtam, illetve egy általam másfél-részesnek elnevezett formát. Ez tulajdonképpen egy olyan kétrészes forma, aminek az egyik oldalán a két fél forma össze van kapcsolva a forma anyagával.


 A formaszekrényt egyszerűen műszaki rajzlapból szabom ki a jó öreg palástkiterítéses módszerrel, majd Technokol Rapiddal, vagy ragasztószalaggal összeragasztom. A méretezésénél fontos, hogy elég gumi kerüljön a mesterdarab minden oldalára.
A formaszekrényt egyszerűen műszaki rajzlapból szabom ki a jó öreg palástkiterítéses módszerrel, majd Technokol Rapiddal, vagy ragasztószalaggal összeragasztom. A méretezésénél fontos, hogy elég gumi kerüljön a mesterdarab minden oldalára.


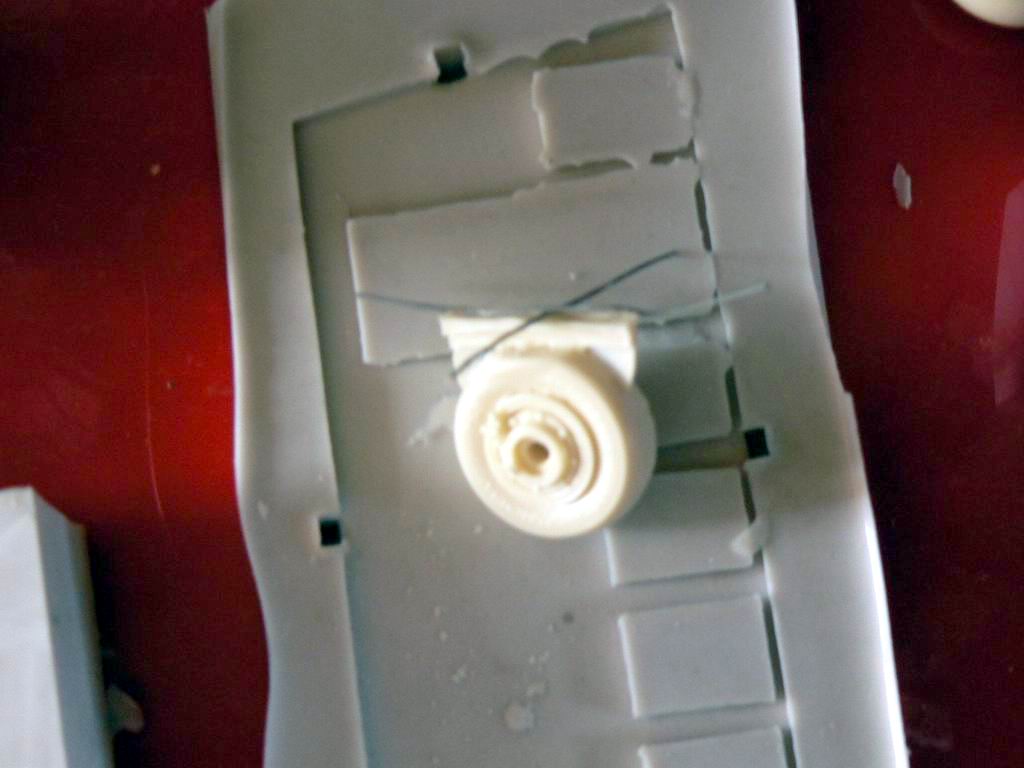
 A mesterdarabra tartószerkezet kerül, ami egyszerűbb részeknél egyúttal az öntöcsonk szerepét is betölti. Itt fontos az, hogy a mesterdarab ne tudjon elmozdulni a formaszekrényben addig, míg a gumi megszilárdul.
A mesterdarabra tartószerkezet kerül, ami egyszerűbb részeknél egyúttal az öntöcsonk szerepét is betölti. Itt fontos az, hogy a mesterdarab ne tudjon elmozdulni a formaszekrényben addig, míg a gumi megszilárdul.
 A forma gumija két részből áll. Az egyik rész maga a gumi, a másik az edző. A gumit fel kell keverni a használat előtt, addig, míg egészen homogén lesz.
A forma gumija két részből áll. Az egyik rész maga a gumi, a másik az edző. A gumit fel kell keverni a használat előtt, addig, míg egészen homogén lesz.
 A formagumit bekeverjük, itt (és a műgyanta keverésekor is) fontos a pontos adagolás. Ez termékenként eltérő lehet, akárcsak a kötési és a fazékidő (a fazékidő alatt az anyag feldogozható, eztán kezdödik a szilárdulás, ami akár 48 óra is lehet a teljes szilárdság eléréséig). Itt célszerű egy mércével ellátott edényt használni a gumihoz és egy fecskendőt az edző adagolásához.
A formagumit bekeverjük, itt (és a műgyanta keverésekor is) fontos a pontos adagolás. Ez termékenként eltérő lehet, akárcsak a kötési és a fazékidő (a fazékidő alatt az anyag feldogozható, eztán kezdödik a szilárdulás, ami akár 48 óra is lehet a teljes szilárdság eléréséig). Itt célszerű egy mércével ellátott edényt használni a gumihoz és egy fecskendőt az edző adagolásához.
 A bekevert gumi egy részét a formaszekrénybe öntjük, de nem töltjük meg teljesen, hiszen a mesterdarabnak is kell hely. A mesterdarabot bekenjük a formagumival - figyelve arra, hogy minden részen legyen belőle. Különös figyelmet kell fordítani a mélyen fekvő részekre, a sarkok belső oldalára, mivel itt szeret a levegő megszorulni. Ez a hiba később (az öntés során) hibás terméket eredményez, ami csak új formával javítható.Érdemes tehát odafigyelni. Ha a formaszekrényben kevés lenne a gumi, és nem lepné el a mesterdarabot, akkor a hiányzó mennyiséget pótolni kell.
A bekevert gumi egy részét a formaszekrénybe öntjük, de nem töltjük meg teljesen, hiszen a mesterdarabnak is kell hely. A mesterdarabot bekenjük a formagumival - figyelve arra, hogy minden részen legyen belőle. Különös figyelmet kell fordítani a mélyen fekvő részekre, a sarkok belső oldalára, mivel itt szeret a levegő megszorulni. Ez a hiba később (az öntés során) hibás terméket eredményez, ami csak új formával javítható.Érdemes tehát odafigyelni. Ha a formaszekrényben kevés lenne a gumi, és nem lepné el a mesterdarabot, akkor a hiányzó mennyiséget pótolni kell.
 A formagumi megszilárdulása után a mesterdarabot el kell távolítani a formából. Itt lehet eldönteni, hogy egyrészes, vagy többrészes lesz-e a forma.
Az öntést orvosi fecskendővel végezzük, de ne azzal amivel a gumi edzőjét mértük ki!
A formagumi megszilárdulása után a mesterdarabot el kell távolítani a formából. Itt lehet eldönteni, hogy egyrészes, vagy többrészes lesz-e a forma.
Az öntést orvosi fecskendővel végezzük, de ne azzal amivel a gumi edzőjét mértük ki!
Fontos a gyors munkavégzés, az előkészített munkafelület, mivel a gyanta bekeverése után nincs sok időnk, és a kész anyagot a formába is kell juttatni a fazékidő alatt. A két összetevőt (ami a gumihoz hasonlóan gyantából és edzőből áll) külön-külön felszívjuk a fecskendőbe. A dugattyút teljesen hátrahúzzuk. Az ujjunkal befogjuk a fecskendő csőrét, majd a fecskendöt gyors mozdulatokkal mozgatni kezdjük, aminek hatására a fecskendőben lévő anyag összekeveredik. Az előre kikészített edénybe kb 1-2 ml anyagot kinyomunk a fecskendőből, mert a csőrben nem keveredik rendesen a gyanta. A szintén előre kikészített injekciós tűt felhelyezzűk a fecskendőre és megkezdjük az öntést. Az öntés során a levegő beszorulási helyeire oda kell figyelni, mivel az ilyen helyeken lévő levegő zárványt (buborékot) okoz a kész öntvényen. Célszerű alulról önteni, hagyni, hogy a levegőt a gyanta szorítsa ki a formából. A forma belsejét ki lehet kenni a gyantás tűvel, ezzel is segítve a levegő távozását.


Öntés után a tűn egy másik fecskendővel többször levegőt fúvatunk át, tisztítás céljából. Amennyiben a tű eldugulna, két választásunk van: vagy új tűt használunk, vagy kitísztítjuk régit. Erre a legcélszerűbb egy fúró alkalmazása. Égetéssel ne próbálkozzunk mert a salak és a koksz nem ég ki és ott marad a tű belsejében. Ezt nehezebb eltávolítani, mint a gyantát. Szintén ne hagyjunk a gyantás tűben semmit (pl drót), mert a gyanta ragasztóként fog viselkedi és igen nehézzé teszi a tű tisztítását.
A megszilárdult gyanta a fecskendőből a dugattyú eltávolítása után kiüthető. Ezzel a fecskendő ki van tisztítva.
Távolítsuk el a formából a megszilárdult gyantát, ellenőrizzük a munkánkat. Ellenőrizzük az alakhűséget, a zárványok helyzetét. Ha azok nehezen javítható helyen vannak, vagy a gyanta nem teljesen töltötte ki a formát (alakhiba), akkor sajnos az alkatrész selejtes, újat kell önteni. Ha sorja keletkezett volna, akkor azt a teljes kötés után egyszerűen egy fogkefe segítségével lehet eltávolítani.

 A műgyanta alkatrészek kizárólag cianoakrilát alapú pillanatragasztókkal ragaszthatók.
Az általam használt anyagok (léteznek más típusú gyanták és gumik is eltérő adatokkal):
A műgyanta alkatrészek kizárólag cianoakrilát alapú pillanatragasztókkal ragaszthatók.
Az általam használt anyagok (léteznek más típusú gyanták és gumik is eltérő adatokkal):
 - Formagumi: RTV-515 Beta-7 edzővel. Ez egy egységként (kitként), de külön-külön is beszerezhető. Fazékidő kb 6-8 óra, kötési idő 24 óra. Legkisebb egység 454 g gumi + 50 ml edző
- Formagumi: RTV-515 Beta-7 edzővel. Ez egy egységként (kitként), de külön-külön is beszerezhető. Fazékidő kb 6-8 óra, kötési idő 24 óra. Legkisebb egység 454 g gumi + 50 ml edző
 - Műgyanta: Biresin G26A és Biresin G26B, külön-külön komponensenként forgalmazzák. Legkisebb egység 1 kg komponensenként. Fazékidő gyakorlatilag 2-3 perc, a gyári adatok szerint 4-5 perc. Ennél az időnél a már melegedő gyanta rohamosan sűrűsödik, ezt már igen nagy erővel lehet átpréselni az injekciós tűn, ezért írtam a kisebb értéket. A teljes kötési idő 24 óra. Kb 20 perc után a formából ki lehet venni, de ekkor még puha, könyen hajlítható. A teljes kötés után már kemény, hajlítani nem lehet, inkább eltörik. Megmunkálása min 180-as csiszolópapírral lehetséges. A komponensek külön külön oldják a polisztirolt, de a megszilárdulás után már nem reagálnak semmilyen oldószerre, melegítés hatására elégnek, és semmilyen anyagot nem oldanak.
Ezzel a technológiával aktuális makettünkre rendkívül részletes, és teljesen egyforma alkatrészeket készíthetünk.
Lukács Tamás
- Műgyanta: Biresin G26A és Biresin G26B, külön-külön komponensenként forgalmazzák. Legkisebb egység 1 kg komponensenként. Fazékidő gyakorlatilag 2-3 perc, a gyári adatok szerint 4-5 perc. Ennél az időnél a már melegedő gyanta rohamosan sűrűsödik, ezt már igen nagy erővel lehet átpréselni az injekciós tűn, ezért írtam a kisebb értéket. A teljes kötési idő 24 óra. Kb 20 perc után a formából ki lehet venni, de ekkor még puha, könyen hajlítható. A teljes kötés után már kemény, hajlítani nem lehet, inkább eltörik. Megmunkálása min 180-as csiszolópapírral lehetséges. A komponensek külön külön oldják a polisztirolt, de a megszilárdulás után már nem reagálnak semmilyen oldószerre, melegítés hatására elégnek, és semmilyen anyagot nem oldanak.
Ezzel a technológiával aktuális makettünkre rendkívül részletes, és teljesen egyforma alkatrészeket készíthetünk.
Lukács Tamás
|